機械加工の基礎知識|加工方法や工作機械の種類、図面記号を解説

機械加工とは、工作機械や切削工具を用いて材料(金属やプラスチックなど)を目的の形状に加工することを指します。様々な形状のものを高精度で作り出すことができるところが特徴です。
製作する形状に応じて、加工方法や用いられる工作機械が異なります。今回の記事では、機械加工の主な加工方法と工作機械の種類、図面記号についてまとめました。
金属加工とは
1.除去加工とその種類
1-1.切削加工
1-1-1.旋盤加工
1-1-2.フライス加工
1-1-3.ドリル加工
1-2.研削加工
1-3.研磨加工
1-4.放電加工
2.成型加工とその種類
2-1.塑性加工
2-1-1.プレス加工
2-1-2.鍛造
2-1-3.転造
2-2.鋳造
3.付加加工とその種類
3-1.積層造形
3-2.被覆加工
3-3.接合加工
4.熱処理
工作機械の種類と加工方法
1.工作機械の種類
2.工作機械の加工方法
3.主な加工方法
機械加工における図面記号
1.線の種類と意味(太い実線、細い実線、破線など)
2.投影法(第三角法と第一角法)
3.寸法の表し方(寸法線、寸法補助線)
まとめ:ご紹介した機械加工部品の一括手配が可能です

金属加工とは
金属加工とは、製品や部品などを作る際に金属を素材に用いて行う加工作業全般を指します。
金属加工という言葉の意味に含まれる加工作業全般とは、形を作ったり削ったりする加工や磨き上げる加工、強度を上げるための加工などがあります。大きく分けると、形を作る金属加工と性質を変える金属加工の2つに分けることができます。
また、より細分化したものが「除去加工」「成型加工」「付加加工」となります。

「除去加工」は刃物や砥石で不要部分を削り取る方法、「成型加工」は素材に圧力を加えて形を変える方法、「付加加工」は材料を付け足したり表面を覆ったりする方法です。
ここからは「除去加工」「成型加工」「付加加工」、それぞれの特徴と種類についてご紹介します。
除去加工とその種類
除去加工とは、金属から不要な要素を取り除いて形作る金属加工のことを指します。切削工具や砥石が材料を削り取り、精密な寸法や精度、表面粗さで加工することができます。ここでは、除去加工の種類について説明します。
切削加工
切削加工とは、切削工具を用いて金属などの材料を切ったり削ったりして、目的の形状へ加工する技術です。
古くから日本の製造業で行われている加工技術の一つです。

切削加工の特徴や注意点について、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
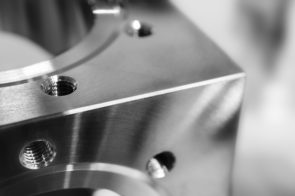
旋盤加工
旋盤加工とは、回転させた材料に「バイト」などと呼ばれる切削工具を押し当て外周を削ったり、穴をあけたりして加工する方法です。
基本的な操作には外丸削り(円筒を削る)、端面削り(側面を平らにする)、テーパー加工(傾斜面を作る)、中ぐり加工(穴の拡大)があります。ねじ切りや溝入れといった加工も行え、主軸回転と刃物の送り速度を制御することが重要です。旋盤加工は円柱形状の精度が高く、シャフトや軸受、パイプ継手などの製造に適しますが、基本的には回転対称形状しか作れません。NC旋盤やCNC旋盤はプログラムによる工具制御により複雑な形状や量産に対応します。
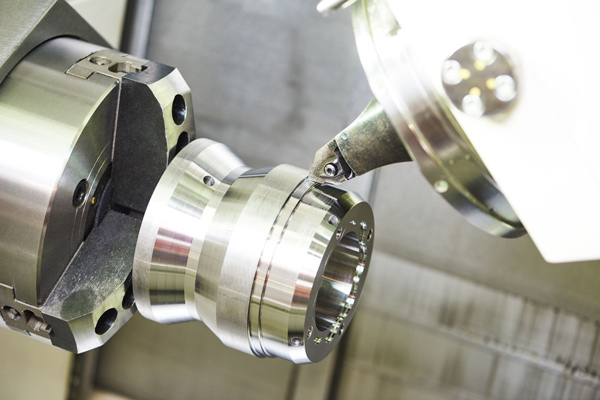
また、旋盤加工は、丸棒などの材料を回転させて切削するため、加工された製品は回転体の形状をしており、その形状から「丸物(まるもの)」と呼ばれます。

フライス加工
フライス加工とは、「正面フライス」や「エンドミル」などと呼ばれる切削工具を高速回転させて材料へ押し当て、加工する方法です。フライス加工では、旋盤加工とは異なり、切削工具が回転し、材料が固定されているテーブルを動かして加工します。
エンドミルを使えば側面や溝を掘削でき、正面フライスを使えば広い平面を一度に削ることができます。加工方向には、「従来切削(アップカット)」と「 下向き切削(ダウンカット)」があり、前者は工具とワークの摩耗が穏やかで広く使われ、後者は送り抵抗が小さく仕上げ面が良好です。フライス加工は四角い部品や金型キャビティ、平面を持つ部品の製作に適しており、立形フライス盤や横形フライス盤、マシニングセンタなどで行います。

また、フライス加工は、面加工を行うため、加工された製品は基本的に四角い形状をしており、その形状から「角物(かくもの)」と呼ばれます。

フライス加工の特徴や使用する工具について、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
ドリル加工
ドリル加工は、回転するドリルビットでワークに穴をあける基本的な加工です。
ボール盤やフライス盤、マシニングセンタなどに取り付けたツイストドリルを回転させ、刃先を材料に押し込んで切削します。穴の真円度や位置精度を高めるために、ドリルを垂直に保持し、切削速度や送り量を適切に設定することが重要です。深穴をあける場合は切り粉の排出と工具の冷却を兼ねて、途中でドリルを引き上げる「ポンチング加工(啄木鳥加工 /きつつき加工 )を行います。下穴加工後にリーマで内径を仕上げたり、タップでねじ山を立てたりする工程も行われます。
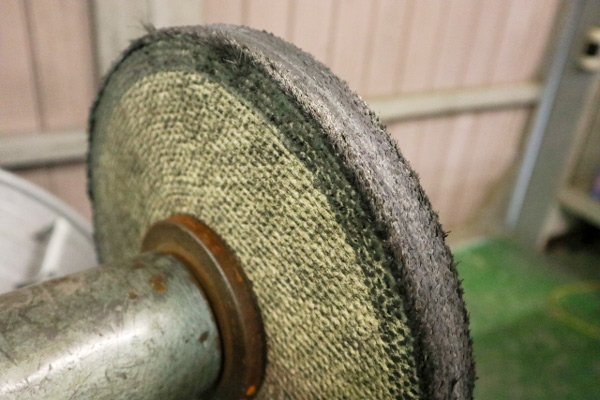
研削加工
研削加工とは、砥石(といし)を高速回転させ、材料の表面を削る加工技術です。

砥石の表面は砥粒(とりゅう)と呼ばれる硬くて小さい粒からできており、砥粒の一つ一つが刃となって材料を削ります。砥粒の材料にはダイヤモンドや炭化ケイ素などが使用されています。
平面研削盤では、テーブルを往復させながら平面を削り、円筒研削盤では回転するワークの外径や内径を加工します。心なし研削(センターレス研削)ではワークを支えるセンターが不要で量産に向いています。

研削加工は、焼入れ鋼や超硬合金など硬い材料の精密仕上げに欠かせませんが、砥石のドレッシングやドレッサによる目立てが必要です。
研削加工の特徴や種類について、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
研磨加工
研磨とは、より微細で硬度の高い砥石を用いて、材料の表面を少量ずつ削り、滑らかな状態へ加工する技術です。

フェルトやウレタン製のバフにコンパウンド(研磨剤)を塗布し、ワーク表面を軽い力で擦ることで微細な凹凸を取り除きます。表面の凹凸を少なくし、光沢のある状態へ仕上げることができるため、外観・美観の向上が適うだけではなく、製品精度・強度の向上、サビや汚れの付着防止などあらゆる観点から研磨加工が施されます。
電解研磨では、酸性溶液中で電流を流して表面を化学的に溶解し、微細なバリや加工傷を除去します。研磨によりステンレス容器や医療機器などの衛生面が向上し、光学部品や装飾品では外観を美しく仕上げるために欠かせない加工です。
研磨加工の種類や手順について、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
放電加工
放電加工とは、放電現象を利用した加工方法で、電極と加工物の間に発生させるアーク放電の熱によって溶かしながら加工を行います。
ワークと電極を絶縁液(油や水)中に浸し、一定のギャップを保ちながらパルス電流を流すと放電が起こり、微小なクレーターが形成されます。これを繰り返すことで硬い金型鋼や難削材でも複雑な穴や内外形状を加工できます。
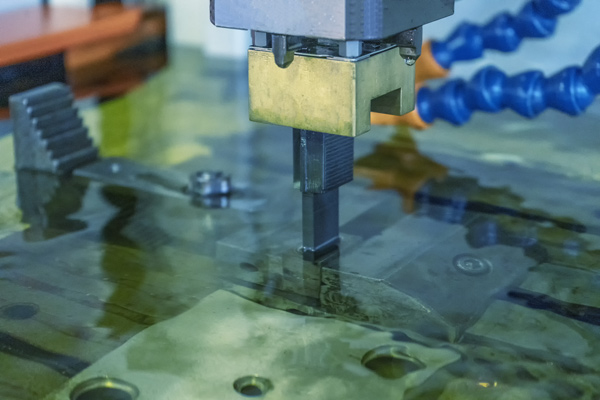
放電加工は、加工物である金属の硬度に左右されずに加工することができるといった特徴を持っていることから、研削加工などでは加工し辛い高硬度材の穴あけや彫刻のように溝を切り出すことも可能です。電極の形状を加工物に転写して加工する「型彫り放電加工」と細いワイヤー状の電極を使用して金属を切断する「ワイヤー放電加工」の2種類に大きく分けることができます。
「型彫り放電加工」は、プラスチック金型や表面形状を加工する際に多く使用され、「ワイヤー放電加工」はプレス金型の加工時に使用される傾向が高いです。また、工具とワークが接触しないため切削抵抗力が無く、微細加工に向きますが、電気を通さない材料には適用できません。
ワイヤー放電加工の概要や仕組みについて、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
成型加工とその種類
成形加工とは、素材に圧力や力を加えて塑性変形させ、目的の形状に仕上げる加工方法です。

材料の内部組織を壊さずに成形できるため、強度の高い部品が得られます。ここでは、成型加工の種類について説明します。
塑性加工
塑性加工とは、金属に力を加えて変形させることで形状を作る加工で、塑性という一定の力によって変形した形を維持する性質を利用したものです。塑性加工の一部をご紹介します。
塑性加工の特徴やメリット/デメリットについて、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
プレス加工
プレス加工とは、板状の加工物に型を押し当てて成形したり、切断したりする加工方法です。
加工方法として代表的なものには、「せん断加工」「曲げ加工」「絞り加工」などがあります。
せん断加工では、金型の刃物で板から形状を切り出し、曲げ加工では、板を所定の角度に曲げます。絞り加工では、板材を金型に押し当てながら円筒や箱形の容器を形成します。適切な長さに切断やプレスした鉄板を溶接し、自動車のドアや天井といった部品が製造されたり、アルミ缶などは、絞り成形と呼ばれるプレス加工の一つで製造されています。
プレス加工は、一度のストロークで多数の部品を生産できるため効率が高い反面、金型の製作費用が高く形状変更が難しいという特徴があります。
鍛造
鍛造とは、加工物(加熱した金属材料)の強度を高めるために叩いてハンマやプレスで圧力を加えて、塑性流動によって目的の形状に成形する加工方法です。

金属を叩くことで、素材内部の結晶粒が圧縮されて繊維状の流れ(メタルフロー)が整うことで、引張強度や靭性が高まります。この加工方法は日本刀や火縄銃などにも用いられていたことから、鍛造は古い歴史を持っていることが分かります。鍛造には、加工方法の違いによって、自由鍛造、ハンマ型鍛造、プレス型鍛造に分類されます。
自由鍛造では鍛造ハンマや油圧プレスで鍛冶職人が形を整え、型鍛造では、上下の金型で材料を挟んで一気に成形します。閉鎖型鍛造(ドロップ鍛造)ではバリを抑えながら同じ形状を大量に製造でき、自動車のクランクシャフトや航空機部品に用いられます。鍛造は、高強度部品に適しますが、複雑な中空形状や薄板の成形には不向きで、初期の金型費用が高いという欠点もあります。
鍛造の特徴や鋳造との違いについて、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
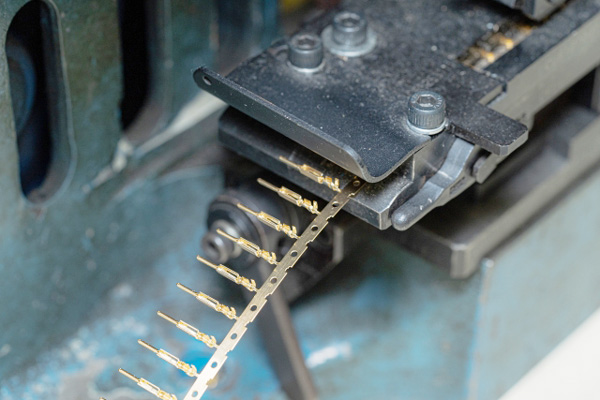
転造
転造とは、変形させても元に戻らない塑性という性質を利用して、ダイスと呼ばれる工具を押し当てて、盛り上げるように成形する加工方法です。
切削によるねじ切りと違い、材料の繊維組織を切断せずに盛り上げるので強度が向上し、表面が滑らかで疲労強度に優れたねじを作れます。ローリングダイスには平ダイスや丸ダイスがあり、材料を2枚または3枚のダイスで挟み込んで圧力を与えます。転造は、大量生産に適しており、ボルトやねじ、歯車の歯など標準化された外形を高速で加工できますが、加工可能な外径が限られ、素材の寸法公差が厳しい点に注意が必要です。

鋳造
鋳造とは、型に溶かした金属を流し込み、冷やし固めて成形する加工方法で、その歴史は最も古いとも言われています。

鋳造によって、作られたものを鋳物と言い、製品の形をした型のことを鋳型と言います。
一般的な工程は、まず木型や樹脂型などで鋳型(砂型や金型)を作り、溶解炉で金属を溶かして所定温度に保持し、鋳型に注ぎ込みます。固化後に鋳型を壊して鋳物を取り出し、不要な部分を切り落として仕上げます。主に「砂型鋳造」「金型鋳造」「ロストワックス鋳造」などがあり、砂型鋳造はコストが低く大きな鋳物に適しますが表面粗さが大きく、金型を使うダイカストは表面が滑らかで寸法精度が高い反面、初期設備費が高い特徴があります。

鋳型は、繰り返し使うことが可能で、比較的安価に加工できることから、大量生産にも向いていますが、肉厚を厚くするといった強度の対策が製品によっては必要です。
付加加工とその種類

付加加工とは、加工物に別の材料を付け加える加工のことを指します。
代表的なものとして、3Dプリンティングなどの積層造形、ペンキ塗装やメッキ処理といった被覆加工や溶接などの接合加工があります。ここでは、付加加工の種類について説明します。
積層造形
積層造形とは、3Dデジタルモデルを元に3Dプリンターなどを用いて、材料を付け加えて目的の形に成形する加工方法です。
ラピッドプロトタイピングや小ロット生産に適しています。FDM(熱溶解積層)やSLA(光造形)など樹脂材料が主流ですが、レーザーや電子ビームを用いた金属粉末床溶融法では金属部品も造形可能です。従来の切削加工では、難しい複雑な内部構造や軽量格子構造を一体成形できる半面、材料物性や表面粗さは切削品に及ばないことがあり、造形後に熱処理や機械加工で仕上げる場合があります。
積層造形は、金型が不要なため設計変更に柔軟に対応でき、多品種少量生産や試作に活用されています。
被覆加工
被覆加工とは、部品の表面に薄い層を形成して機能を向上させる加工です。

被覆加工は、工具や機械部品、時計やスプーンといった家庭用品など幅広い製品に用いられ、被覆加工の中でも特に活用されているのがメッキ処理です。メッキ処理は、加工物である金属の表面に、電気メッキや無電解メッキなどといった工法を用いて、薄い膜をコーティングして強度や耐久性を高めます。

電解メッキでは、金属塩溶液中でワークを陰極に、メッキしたい金属を陽極にして電流を流し、表面に金属を析出させます。亜鉛メッキやクロムメッキは、耐食性や耐摩耗性が向上し、ニッケルメッキは、装飾性と硬度を兼ね備えています。無電解メッキは、電流を使用せず化学反応により均一に被膜を形成でき、複雑形状に適します。塗装や粉体塗装は塗料を噴霧して乾燥・硬化させる方法で、色彩や耐候性を付与します。
接合加工
接合加工とは、部品同士を接合して形作る加工方法です。
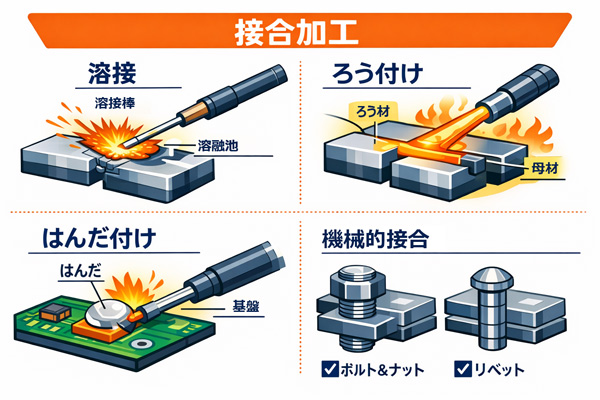
溶接・ろう付け・はんだ付けなどの材料的接合と、ボルトやリベットを使う機械的接合があります。

溶接では、電極やガス火炎で母材と溶加材を溶かして一体化させ、強固な接合部が得られます。ろう付けは、母材を溶かさない温度で金属製のろう材を溶かし、毛細管現象で接合隙間に流し込んで接合する方法で、異種材料や薄板を歪み少なく接合可能です。はんだ付けは、さらに低い温度のはんだ合金を溶かして金属や電子部品を接合するプロセスで、電子基板の配線などに用いられます。
機械的接合では、ボルト・ナットやリベットを使い、容易に分解できる利点があります。適切な接合法を選ぶことで強度や気密性、組立コストが変わります。
接合加工の中でも、製造業現場において多く使用されているTIG溶接の特徴や作業手順について、以下の記事でより詳しくご紹介していますので、ぜひご覧ください。
熱処理
熱処理とは、高温で金属を加熱・冷却することにより金属の性質を変えて、成形したり、硬さや靱性などの性質を調整する加工方法です。

切削や成形後の金属部品の強度や寸法安定性を高めるために行われます。熱処理の方法として代表的なものと言えば、「焼入れ」「焼戻し」「焼ならし」「焼なまし」です。これらの熱処理方法を用いて、金属を硬くしたり、軟らかくしたりします。
「焼なまし」で、加工しやすくするために、鋼を適切な温度にゆっくり加熱し、一定時間保持した後に炉中でゆっくり冷却し、金属を軟らかくして加工ムラや割れを防ぎ、ます。「焼ならし」では、金属組織のムラを均一化して耐衝撃性などの性質向上を図ります。

「焼入れ」で、鋼を高温に加熱した後、水や油、空気などで急冷し、マルテンサイトと呼ばれる硬い組織を得る処理で金属を硬くしますが、脆く割れやすくなってしまうため、「焼戻し」で硬度を弱めて粘り気を増加させ、適した硬さに調節して耐衝撃性を高めます。そのほか、溶接や機械加工によって発生した内部応力を低減するために行う「応力除去焼鈍」といった、熱処理方法もあります。
また、焼入れには、「真空焼入れ」「浸炭焼入れ」「高周波焼入れ」といった代表的なものから、「ズブ焼入れ」「表面焼入れ」「窒化焼入れ」といったものまで数種類の方法があります。日本刀をはじめ、自動車や航空機の部品など、幅広く用いられているのが熱処理という加工方法です。
熱入れの種類ごとの説明や熱処理の基礎について、以下の記事でより詳しくご紹介していますので、ぜひご参考ください。
工作機械の種類と加工方法
ここでは、主な工作機械の種類と加工方法について説明します。
(以下、一般社団法人 日本工作機械工業会 ホームページより引用)
工作機械の種類
| 旋盤 | 工作機械の中で数多く用いられている代表的な機種の一つで、一般に円筒または円盤状の工作物を回転させて加工する機械です。この機械により行う加工には、外丸削り、面削り、テーパ削り、中ぐり、穴あけ、突切り、ねじ切りなどがあります。 |
|---|---|
| ボール盤 | ドリル工具を回転させて穴あけ加工を行う機械で、リーマ仕上げ、ねじ立てなどの加工も行うことができます。 |
| 中ぐり盤 | ドリル工具などであけられた穴の内面を、より精度よく、所定の大きさに加工(中ぐり加工)する機械で、他にドリル加工、フライス加工などもできます。 |
| フライス盤 | フライス工具と呼ばれる工具を回転させ平面、曲面、みぞなどを加工する機械です。加工に用いる工具には、正面フライス、エンドミル、みぞフライスなど多くの種類があります。 |
| 研削盤 | バイト、フライス工具などの切削工具の代わりに砥石車を用いて加工する機械で、加工精度がよく、切削加工より優れた仕上げ面が得られるという特長を持っています。 |
| 歯切り盤 | ホブカッタ、ピニオンカッタ、ラックカッタと呼ばれる工具を用いて歯切り加工をする機械です。 |
| マシニングセンタ | 中ぐり、フライス削り、穴あけ、ねじ立て、リーマ仕上げなど多種類の加工を連続で行えるNC工作機械で、それぞれの加工に必要な工具を自動で交換できる機能を備えています。機械の軸構成によって横形、立て形、門形など各種のマシニングセンタが使われています。近年では、直交3軸と旋回2軸とを同時に制御することで、更なる複雑形状の加工を可能にする「5軸制御マシニングセンタ」の普及が進んでいます。 |
| ターニングセンタ | 旋盤を複合化したNC工作機械です。NC旋盤の機能をより高め、多くの工具を備え、旋削加工の他に工具を自動で交換できる回転工具主軸を持ち、フライス削り、穴あけ等の加工も行うことができます。更に、旋回(割出し)しながら加工が可能な回転工具主軸を備える機械を特に「(旋盤形)複合加工機」と呼び、近年急速に普及が進んで います。 |
| 放電加工機 | 電気による放電エネルギーを利用して加工を行う機械で、放電を行う電極の形状により形彫り放電加工機とワイヤー放電加工機に分けられます。その他、レーザのエネルギーを利用して切断、穴あけなどをする「レーザ加工機」や、工作物と超音波で振動する工具との間に、と粒や加工液を入れ、工具を工作物に押し付けながら除去加工する「超音波加工機」などを含め、特殊加工機と総称しています。 |
工作機械の加工方法
| 大分類 | 分類条件・特徴 | 具体的な加工方法(主な工具) |
|---|---|---|
| 切削加工 | 工作物の回転による切削 |
|
| 工具の回転による切削 |
|
|
| 工作物又は工具の直線運動による切削 |
|
|
| 研削加工 | 固定砥粒によるもの |
|
| 遊離砥粒によるもの |
|
|
| 特殊加工 |
|
|
主な加工方法
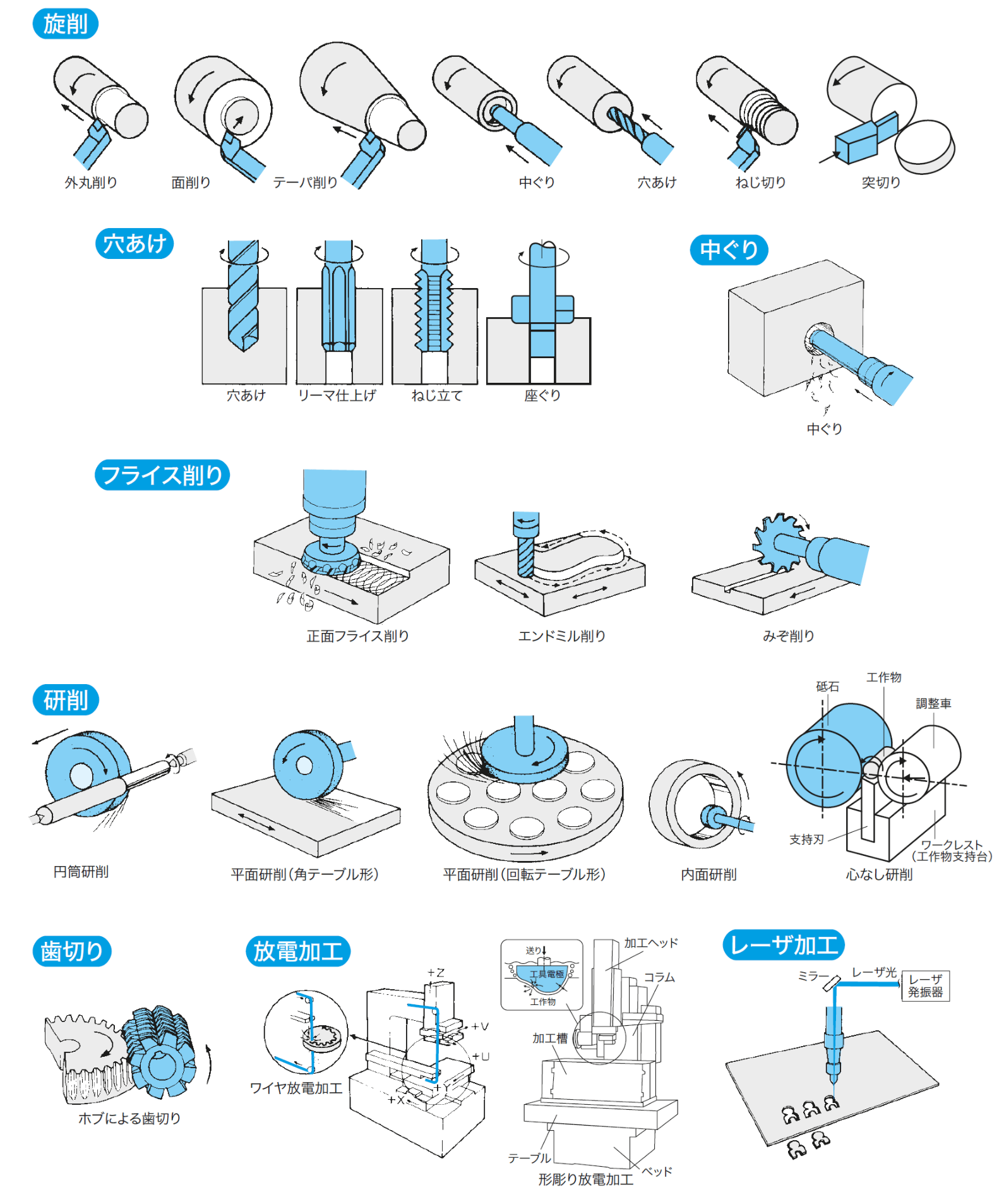
出典元:一般社団法人 日本工作機械工業会
旋削加工(旋盤)
旋削加工は、工作物(材料)を回転させ、固定した工具(バイト)を当てて削る加工です。主に円筒形の部品を作るのに適しています。
外丸削り
最も基本的な旋削加工です。回転している材料の外周に工具を当て、軸方向に移動させることで、円筒状に削り出します。
面削り(端面削り)
材料の端面(切り口の平面部分)を削る加工です。工具を外側から中心に向かって(またはその逆へ)動かし、端面を平滑に仕上げたり、製品の長さを決めたりするために行います。
テーパ削り
工具を斜めに動かすことで、先細りの形状(円錐形)に削る加工です。旋盤の刃物台に角度をつけるなどして、軸に対して斜めに刃を送ることでテーパ(勾配)を作ります。
中ぐり
すでに空いている穴の内側を削って、穴を広げたり、内面をきれいに仕上げたりする加工です。ドリルで空けた穴は内面が粗いことが多いため、中ぐりバイトという専用の工具で高精度に仕上げます。
穴あけ
旋盤でも穴あけが可能です。材料を回転させ、心押し台という部分にドリルをセットして中心に押し当てることで、回転中心に穴をあけます。
ねじ切り
材料の表面にらせん状の溝(ねじ)を掘る加工です。材料の回転に合わせて工具を一定の速度で移動させることで、精密なねじ山を作ることができます。おねじ(外側)もめねじ(内側)も加工可能です。
突切り
加工が終わった製品を、元の材料から切り離す加工です。細い溝を入れるような専用の刃物(突切りバイト)を横から深く押し当て、中心まで削り進めて切断します。
穴あけ加工(ボール盤・マシニングセンタなど)
回転する工具を、固定した材料に押し当てて穴をあける加工です。
穴あけ
ドリルを回転させて材料に押し当て、穴をあける基本的な加工です。最も一般的ですが、ドリルの特性上、穴の内面は少し粗く、位置や大きさの精度もそこまで高くありません。
リーマ仕上げ
ドリルであけた穴を、さらに高精度に仕上げるための加工です。「リーマ」という仕上げ専用の工具を使い、穴の内面をごくわずかに削り取ることで、寸法通りの正確な穴径とツルツルの内面に仕上げます。
ねじ立て(タップ加工)
あけた穴の内側にめねじ(ネジ溝)を切る加工です。「タップ」というねじ切り用の工具を回転させながらねじ込みます。部品同士をネジで固定するために不可欠な工程です。
座ぐり(ザグリ)
ネジの頭が飛び出さないように、穴の入り口を一段広く削る加工です。六角穴付きボルトなどを埋め込む際に、その頭が材料の表面より下に来るようにスペースを作ります。
中ぐり加工(中ぐり盤など)
ドリルなどであけられた下穴を、中ぐりバイトを使ってくり広げる加工です。穴の位置ズレを修正したり、穴の直径を正確な寸法に広げたりするのに使われます。大きな鋳物部品などの穴加工でよく用いられます。
フライス削り(フライス盤・マシニングセンタ)
旋削とは逆で、材料を固定し、回転する工具(フライス)を当てて削る加工です。角物や板材の加工が得意です。
正面フライス削り
広い平面を効率よく削る加工です。「正面フライス(フェイスミル)」という大きな円盤状の工具を使い、材料の表面を一度に広く平らに削り取ります。
エンドミル削り
「エンドミル」という細長いドリル状の工具(側面と底面に刃がある)を使って、側面削り、ポケット加工、輪郭加工などを行う万能な加工です。複雑な形状や細かい段差を作るのによく使われます。
みぞ削り
材料に溝(みぞ)を掘る加工です。エンドミルを使ったり、円盤状の「サイドカッター」を使ったりして、キー溝(部品を固定するための溝)やT溝などを作ります。
研削加工(研削盤)
高速で回転する砥石を押し当てて、表面を少しずつ削り取る精密加工です。非常に硬い材料も削れ、寸法精度や表面の滑らかさを出す仕上げ工程として使われます。
円筒研削
円筒状の部品の外周を研磨する加工です。材料と砥石の両方を回転させながら接触させ、軸などの外径をミクロン単位の精度で仕上げます。
平面研削(角テーブル形)
四角いテーブルの上に材料を固定し、テーブルを左右に往復させながら砥石の下を通過させて平面を磨く加工です。最も一般的な平面研削の方法です。
平面研削(回転テーブル形)
円形のテーブルの上に材料を並べ、テーブルを回転させながら砥石の下を通過させて平面を磨く加工です。同じ厚みの小さい部品を一度にたくさん仕上げるのに適しています。
内面研削
穴の内側を研磨する加工です。回転する小さな砥石を穴の中に挿入して、内径を精密に仕上げます。ベアリングの入る穴などで使われます。
心なし研削(センタレス研削)
材料を固定せず、「研削砥石」と「調整車」の間に挟んで支持しながら外周を磨く独特な加工です。細長いピンや軸など、中心を固定しにくい部品でも、連続して高速に加工できるのが特徴です。
歯切り加工
歯車(ギア)の「歯」を正確な形に削り出す加工です。歯車は、複数の部品が噛み合って力を伝えるため、非常に高い形状精度が求められます。
ホブによる歯切り
歯車(ギア)の歯を作る代表的な加工です。「ホブ」というらせん状の刃を持つ工具と、歯車の材料を同期させて回転させることで、次々と歯形を削り出していきます。精度が高く、量産に向いています。
放電加工
電気のエネルギー(火花)を使って金属を溶かす加工です。刃物で削れないような超硬合金などの硬い素材も加工できます。
ワイヤー放電加工
細い金属のワイヤー(黄銅線など)を電極とし、糸ノコのように材料を切り抜く加工です。電気の火花で少しずつ溶かしながら切断するため、複雑な形状も高精度に切り抜くことができます。
形掘り(かたぼり)放電加工
作りたい形状に加工した電極(銅やグラファイト製)を材料に近づけ、転写するように彫り込む加工です。金型の底の深い凹みなど、刃物では加工できない形状を作るのに適しています。
レーザ加工
強力なレーザ光を一点に集中させ、その熱で材料を瞬時に溶融・蒸発させて切断する加工です。金属だけでなく、プラスチックや木材など様々な素材を、自由な曲線で高速に切り抜くことができます。
機械加工における図面記号
機械加工において、意図通りの製品を製造するためには、図面を正確に理解することが大切です。個別の記号を学ぶ前に共通の「読み方」を知っておくことが非常に重要です。今回は、機械図面の基礎となる3つの基礎的なルールをご紹介します。
これらは、いわば図面の「文法」にあたる部分であり、実務に活かすための前提知識となります。これらの基本ルールをマスターすることで、図面に対する理解度が飛躍的に向上し、設計者と加工者間のコミュニケーションがよりスムーズになるでしょう。
線の種類と意味(太い実線、細い実線、破線など)
機械加工における図面では、線の種類や太さによってそれぞれ異なる意味が定められており、これらを理解することが図面を正確に読み解く第一歩です。JIS規格ではさまざまな線の種類が規定されていますが、ここでは特に頻繁に使われる代表的な線とその役割をご紹介します。
例えば、「太い実線」は製品の目に見える外形や稜線を示し、その部品の最も基本的な形状を表します。
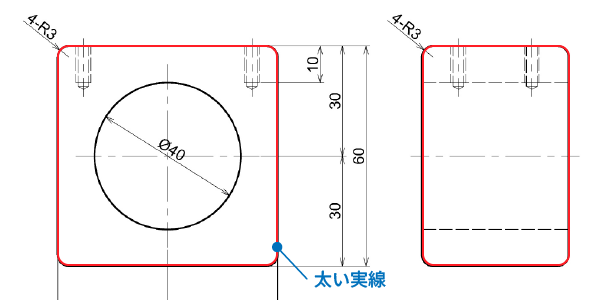
一方、「細い実線」は寸法線、寸法補助線、引出線など、寸法や指示を記入するために使われる線です。
また、「破線(かくれ線)」は、部品の内部や裏側にあって、目には見えない部分の形状や穴の位置などを表現するために用いられます。
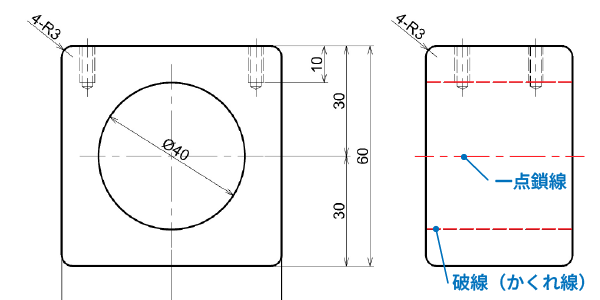
さらに、「一点鎖線(中心線)」は、円や円筒の軸心、対称図形の中心を示す際に使用され、これがあることで加工の中心位置や回転軸を把握できます。
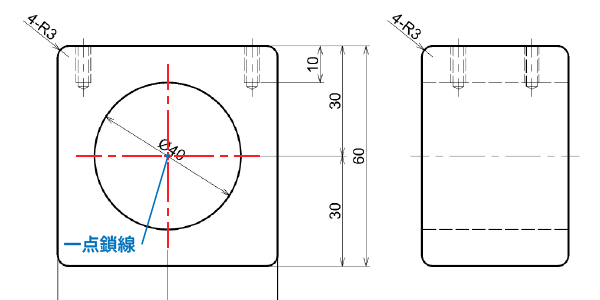
これらの線の意味を理解することで、図面から部品の立体的なイメージを正確に捉えることができるようになります。
投影法(第三角法と第一角法)
立体的な部品の形状を、平面である図面に表現するための方法が「投影法」です。この投影法には大きく分けて「第三角法」と「第一角法」の2種類があり、図面を読む際にはどちらの投影法が使われているかを必ず確認する必要があります。なぜなら、投影法を間違えて解釈すると、部品の形状を鏡に映したように逆さまに捉えてしまい、全く異なる部品を製造してしまうリスクがあるからです。
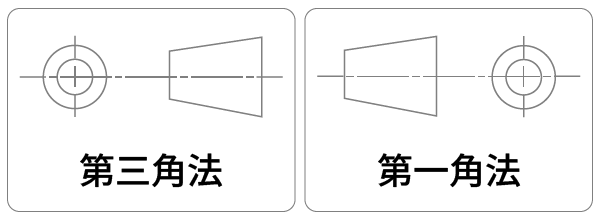
日本では、JIS(日本産業規格)において製図における投影法として第三角法が原則として規定されており、多くの機械図面がこの方法で描かれています。第三角法では、対象物を箱の中に置いたと仮定し、それぞれの面から見た図をその箱の面に投影して展開するイメージです。
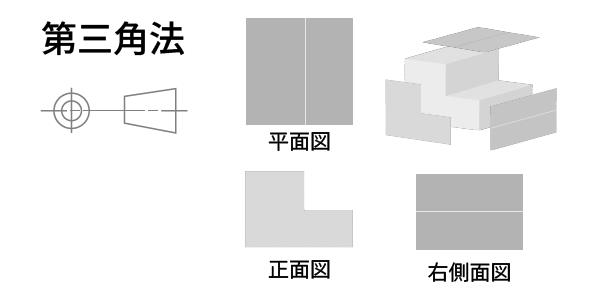
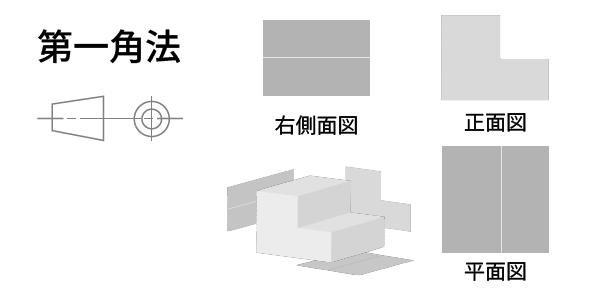
例えば、正面図の上に平面図、正面図の右に右側面図が配置されます。一方、欧州などで主流の「第一角法」では、対象物の手前に投影面を置いて、その投影面に映った姿を描くため、正面図の左に右側面図、正面図の下に平面図が配置されるなど、第三角法とは配置が逆になります。
図面には必ず、どちらの投影法が使われているかを示す記号(ISOのマークなど)が記載されていますので、製作に取り掛かる前に必ず確認するようにしてください。
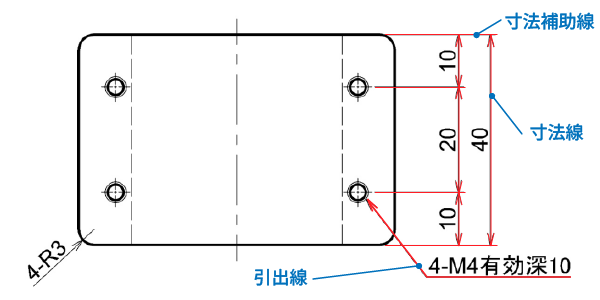
寸法の表し方(寸法線、寸法補助線)
機械図面において、部品のサイズや位置を正確に伝えるための最も重要な要素が「寸法」です。寸法は、単に数値を記入するだけでなく、特定のルールに従って「寸法線」「寸法補助線」「寸法数値」「矢印」といった構成要素を用いて表されます。
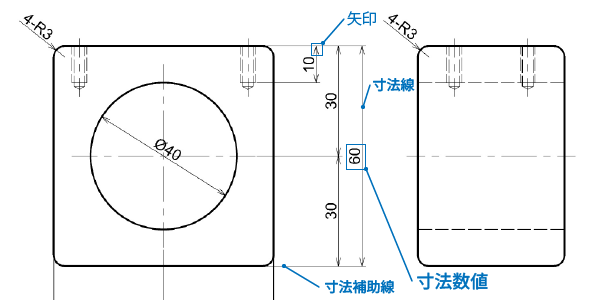
寸法線は、寸法数値の基準となる線で、両端に矢印を付けます。寸法補助線は、寸法を記入する部分から寸法線までを引き出す線です。これらの線は、図面全体の読みやすさや正確性に直結するため、明確に記入される必要があります。
寸法を記入する際の基本的な原則として、例えば「同じ寸法を重複して記入しない」「加工に必要な寸法は可能な限り正面図など主要な図に集中させる」「機能上重要な寸法から優先的に記入する」といった点があります。これらの原則を守ることで、読み間違いや加工ミスを防ぎ、設計意図が正しく伝わる高品質な図面を作成できるのです。
図面の記号や公差について、さらに詳しく知りたい方は、「公差とは?一般公差や幾何公差記号など種類をまとめました 」「用語解説 公差 編」「用語解説 幾何公差編」「用語解説 幾何公差編②」をご覧ください。
まとめ:機械加工部品の一括手配が可能です
今回の記事では、機械加工における加工方法や工作機械の種類、図面記号についてご説明しました。
目的の形状・精度に応じて、加工方法や使用する工作機械が異なります。
そのため、部品ごとに手配先を変える必要が生じたり、表面処理などの加工工程が増えると、工程管理が複雑になったりします。
部品の手配先をお探しの場合や業務の効率化を図りたい場合は、多品種の機械加工部品が一括手配できる「エージェンシーアシスト」にぜひご相談ください。

エージェンシーアシストは、材料の手配から加工、表面処理まで含めて一社購買で調達します。
部品1個からの多品種小ロットで対応が可能です。
さらに、社内の品質管理部門で検査済みの製品をお届けします。
エージェンシーアシストの金属・アルミ・ステンレスの加工実績はこちら(フライス・旋盤・板金・樹脂など幅広く対応しています。)
お見積り無料!お気軽にご相談ください。
最新記事
人気記事