ヘリサート(ねじインサート)の基礎知識│加工や図面表記について

軟質材のねじ穴補強材として広く用いられている「ヘリサート(ねじインサート)」。
今回の記事では、加工の流れや、挿入方法、図面表記について詳しくまとめました。

ヘリサート(ねじインサート)とは
ヘリサートとは、樹脂やアルミなどの軟らかい材料のねじ穴にはめ込み、めねじやボルトの補強材として使用する部品です。
ステンレス材のコイル状になっており、繰り返し使用するねじや強い締め付けが必要な場合に用いられます。
ヘリサートは(株)三友精機による旧商標登録名であり、現在はE‐サートと商標変更していますが、業界では今でも「ヘリサート」と呼ぶことが多いです。ほかにもインサートやスプリューと呼ぶこともあります。
ヘリサートの下穴加工
ヘリサートを挿入するには、下穴をあけた後ヘリサートの用のタップでねじ切りをする必要があります。
ねじのサイズに適応するドリル径で母材にタップ下穴をあけた後、ヘリサート用のタップを立てます。

ヘリサート用タップ
ヘリサートタップの下穴(単位mm)
| ねじの呼び (おねじ径・ピッチ) |
タップ下穴径 (最小寸法) |
タップ下穴径 (最大寸法) |
適用ドリル径 |
|---|---|---|---|
| M3×0.5 | 3.12 | 3.2 | 3.15 |
| M4×0.7 | 4.17 | 4.3 | 4.2 |
| M5×0.8 | 5.16 | 5.33 | 5.2 |
| M6×1.0 | 6.25 | 6.42 | 6.3 |
| M8×1.25 | 8.31 | 8.52 | 8.4 |
| M10×1.5 | 10.37 | 10.62 | 10.5 |
※メートル並目ねじ用の下穴とは異なるので、注意が必要です。
ヘリサート挿入の手間を減らし方は、こちらをご覧ください!
上記の表のような「M◎×△」という表記ですが、Mのうしろの数字◎がおねじの外径(約)mmを指し、△がピッチ(ネジ山とネジ山の間の長さmm)を指します。(△がネジの長さを指す場合もあります。)また、一般的に広く流通しているネジのネジ山の角度は60度と規格で定められています。ネジのピッチには「並目」と「細目」があり、「細目」は「並目」と比べてピッチが細かく強く締まりうえ、締め付け後も緩みにくいです。
ヘリサートを用いることが多い樹脂については「樹脂切削加工とは」で解説しています。
ヘリサートの長さ
では、例えば8mm、10mm、12mm、20mm の板にM6のヘリサートを挿入する場合、ヘリサートの長さの選定はどうすればよいでしょうか。
8mm、10mm、12mm、20mm のヘリサートは実在するのでしょうか。

ヘリサートは一般的に「1D」「1.5D」「2D」の3種類が存在します。ねじの呼び径(D)に対して何倍かを示します。
M10の場合1Dは10×1=10mm、1.5Dは10×1.5=15mm、2Dは10×2=20mmとなります。
先ほどの例でいうと、M6のヘリサートを挿入する場合、1Dは6mm、1.5Dは9mm、2Dは12mmの長さとなり、これらの中から板の厚さに最適なものを選択します。
しかし、呼び寸法と実際の長さにはかなり違いがあるため注意が必要です。
メーカーのヘリサートの巻き数(規格)をみると、次のようになっています。
弊社で対応可能なヘリサートのサイズはこちら!
ヘリサートの巻き数(単位mm)
| ねじの呼び (おねじ径・ピッチ) |
自由巻数 1D |
自由巻数 1.5D |
自由巻数 2D |
|---|---|---|---|
| M3×0.5 | 4 | 6⁵/₈ | 9¹/₄ |
| M4×0.7 | 3⁷/₈ | 6³/₈ | 8⁷/₈ |
| M5×0.8 | 4³/₈ | 7¹/₈ | 9⁷/₈ |
| M6×1.0 | 4¹/₄ | 7¹/₈ | 10 |
| M8×1.25 | 4⁵/₈ | 7³/₈ | 10¹/₄ |
| M10×1.5 | 5 | 8 | 11 |
M6の場合(単位㎜)
| ねじサイズ | 呼び寸法 | 規格長さ |
|---|---|---|
| M6の1D | 6 | 4.25 |
| M6の1.5D | 9 | 7.125 |
| M6の2D | 12 | 10 |
上表の巻数から分かるように、呼び寸法と規格長さは異なり、呼び寸法より実際は少し短くなります。
M6(ピッチ1)で1Dの場合、規格で定められた巻数は4¹/₄。ヘリサート自体の長さは4.25mmとなります。
つまり、6㎜の板に1Dのヘリサートを挿入しても、ヘリサートが飛び出ることはありません。
ヘリサートの種類
ヘリサートにはタングと呼ばれる挿入時に工具をひっかける爪があるもの(タング付き)と無いもの(タングレス)の2種類があります。

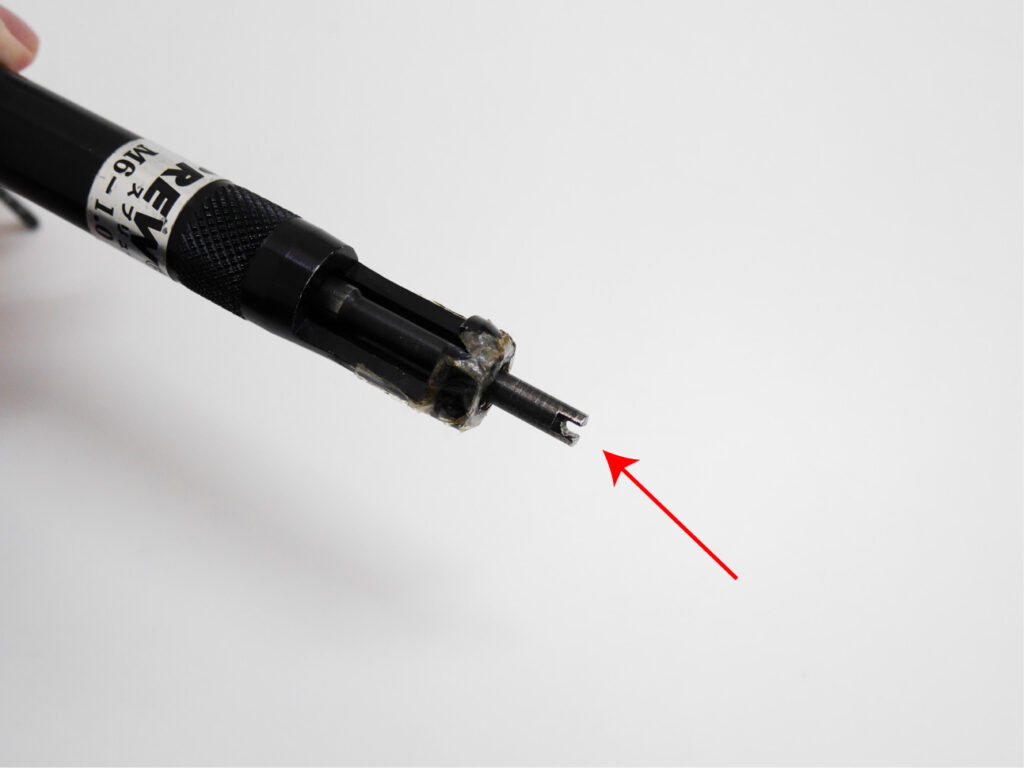
ヘリサート挿入工具とタングをひっかける溝
タング付きヘリサート
タング付きは、工具先端の溝にタングをひっかけて、回しながら挿入します。そして挿入後はこのタングを折り、切り離します。
タングを折ってしまうとその後の調整が難しくなります。また、折ったタングを取り除く必要があります。

タングレスヘリサート
タングレスは挿入ノッチと呼ばれる小さな爪を工具の溝にひっかけ、タング付きと同様回しながら挿入します。抜き取る場合は、抜取工具を使用します。タングレスは、タング付きと比べて挿入作業が容易です。
ヘリサートの図面表記
JIS規格には「ねじインサート」という名称で製図時の表記について定められています。(JIS B0002-2)そこでは、「M30×1.5 INS」といったように、ねじの呼び径×インサートのサイズ、そしてインサートを表す「INS」を表記するように指示されています。
しかし、製造業界で広く使われている「ヘリサート」という名称は商品名の一つであるため、図面の表記についてJIS規格等で定められていません。そのため、表記方法が設計者によって異なるので、加工者が見落とすことがないよう「M30×1.5 1D ヘリサート挿入のこと」といったように、図面に注記する必要があります。
まとめ
今回の記事では、ヘリサート(ねじインサート)について詳しくご紹介しました。
上記にもあるように、ヘリサートは商品名のひとつであり、インサートやスプリューとも呼ばれています。各社製品の互換性は認められていないため、基本的に同じメーカーの製品、タップ、専用工具を組み合わせるのが原則となります。
ちなみに、アルミや樹脂などの軟質材のタップ強度を高めるために用いられるヘリサートですが、あまりにも図面にヘリサート指示が多いと加工コストがかかってしまうため要注意です。
ヘリサートの挿入作業は、機械加工とは別工程となるため、工数を増やしてしまいます。
コストダウンを狙い、元々A5052+ヘリサートで想定していた場合、A2017(ジュラルミン)などの硬度が高い材料へ変更するなど、材質から見直すのも一つの案です。
また、弊社では部品加工からヘリサート(インサート)挿入加工込みでの対応が得意です。表面処理、精密検査も合わせて対応致しますので、お客様の部品調達にかかるご負担を削減いたします。
ヘリサート部品の実績についてはヘリサート挿入加工をご覧ください。
ジュラルミンについては、ジュラルミンは軽くて強い!材料特性と加工時における注意点まとめをご覧ください。

加工知識を備えた営業担当者が、加工コストを抑える図面表記の相談から部品の調達まで一括でお受けしております。
アルミ・樹脂など多品種対応できるエージェンシーアシストの加工技術一覧はこちら
エージェンシーアシストは、材料の手配から加工、表面処理まで含めて一社購買で調達します。
部品1個からの多品種小ロットで対応可能です。
さらに、社内の品質管理部門で検査済みの製品をお届けします。
お見積り無料!お気軽にご相談ください。
最新記事
人気記事